
为确保炼油厂核心环保装置——三套硫磺回收装置的顺利运行,阐述了UTD型电动浮标液位变送器、平衡容器、吹气液位计、智能差压变送器 4液位测量装置的结构和工作原理,分析了其常见故障,并提出了处理方法,有效提高了三套硫磺回收装置的硫磺回收率,为解决类似装置的长期运行问题提供了技术思路,具有一定的借鉴意义。
在三单元硫磺回收装置中,用于测量液位的装置包括UTD型电动浮标液位变送器、平衡容器、吹气式液位计、智能差压变送器、ude型射频导纳液位变送器等。其中,UTD型电动浮标液位变送器是应用最广泛的液位测量装置。在具体的应用过程中,各种类型的设备经常出现故障,导致设备测量不准确,影响整套设备的顺利运行。
在图1中,电源电压为24 V DC,电流为4}20 mA。从图1中可以看出,当压头的内圆筒从液面主体接收向上的浮力f时,应力传感器通过杠杆的作用接收向下的力Fz,如下
F2=L1F1/L2=k0F1(1)
应力传感器的转换电流I与力之间的关系为
I=k1F2=k0k1F1=kF1(2)
通过分析,可以看出转换电流I与内筒的浮力F1成线性关系。
1.2常见故障分析及处理方法
1)变送器故障。该故障现象是液位指示不准确,由大变小。用小螺丝刀调整范围指针,发现范围指针不动。此时,变送器需要更换,浮标在投入生产前需要重新校准。
2)传感器故障。故障现象是液位指示器没有在某个位置移动。作者经过多次拆卸研究,发现在好的传感器中,棕绿色、棕红色、棕红色、红绿色和黄绿色之间的电阻都是2.9 kω。只要用万用表测量上述线路之间的电阻为2.9 kω,就可以判断传感器的好坏,从而减少拆卸和组装传感器的劳动,为生产赢得时间。
3)浮标脱落。该故障的现象是液位指示总是处于最大值。原因是限位钉或吊杆螺母脱落。此时,必须在正常使用前拧紧限位钉或井架螺母。
4)浮筒破裂和浮筒进水故障。该故障的现象是液位指示总是处于最小值。此时,有必要更换支撑浮标,或者更换整个浮标液位变送器。
2.平衡容器的故障分析及处理
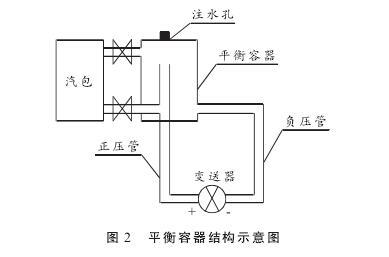
第三套联合硫磺回收装置车间汽包液位采用UTD电子浮标液位变送器测量。在实际使用中,由于汽包内水温超过200℃,压力达到4 MPa,汽包内产生大量蒸汽,对内部浮筒影响很大,容易出现虚假液位现象,导致许多误操作。改进设计后,采用了平衡容器(见图2)。由于平衡容器内没有运动部件,克服了高压蒸汽对平衡容器的影响,可以稳定地测量液位。平衡容器投入使用前,必须在负压管中注满水,并在仪表头或分散控制系统投入使用前进行负迁移。此外,在使用平衡容器时,注意检查注水孔和连接端口是否有任何泄漏。
三吹液位计的故障分析及处理
3.结构和工作原理
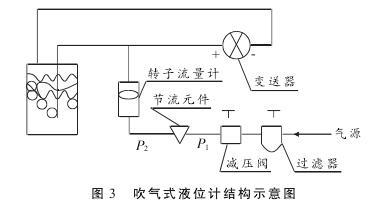
吹气液位计的结构见图3。压缩空气通过过滤器和减压阀,根据测量的液位将气压降低到一定值p,通过节流元件将气压降低到Pz,然后通过转子流量计,最后压缩空气从容器中空气导管下端的开口逸出。当导管下端有微小气泡逸出时,导管内的气压几乎等于密封液压力。当液位上升或下降时,密封液体压力上升或下降,导致从导管逸出的空气量减少或增加。由于节流元件的稳定流动,空气供应是恒定的,因此导管中的压力必然随着液封压力的上升和下降而上升和下降,因此变送器可以随时指示液位的变化。气流的大小通常适合气泡在最高液位时逸出。如果流量太大,通过导管的压降将增加,这将导致较大的测量误差。如果流速太小,测量将会延迟。
3.2常见故障分析及处理方法
首先,气道导管的正压下端和负压下端被硫堵塞。现象是泄放液位计显示太大或显示最大值。它需要用蒸汽吹才能正常使用。第二,导气管被腐蚀穿孔,液位计不允许显示,因此需要更换导气管。
4智能差压变送器故障分析和处理
三装置硫磺回收装置车间使用的智能差压变送器包括双法兰、单法兰和远程毛细管。
4.1智能差压变送器工作原理
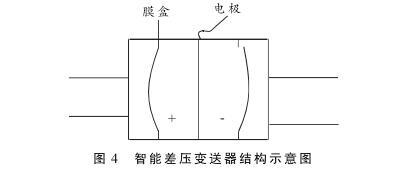
智力差压变送器的结构如图4所示。压差作用在膜盒上,当压差变化时,正压室和负压室的膜头被推动移动,使得正压室的膜头与中间固定电极之间的电容发生变化,电容通过内部电路转化为电流变化。智能差压变送器根据生产需要,先进行正向迁移或压力管道灌溉,迁移后在集箱或集散控制系统上投入运行。

4.2常见故障分析及处理方法
一是零迁移。现象是显示不准确,需要调整零点以消除故障。
第二,接头泄漏。现象是不允许显示。有必要拧紧接头或更换三阀组并调整零点。
第三是毛细管穿孔造成的压力传递介质(硅油)的泄漏。该现象是测量不准确,需要更换变送器。
第四是金属波纹管的被测介质冷凝。现象是测量不准确,需要清洗金属波纹管才能准确测量。
结论
第三套联合硫磺回收装置是炼油厂环保装置的核心,因此有必要保证其平稳运行。通过对该装置运行故障的分析及相应的处理措施,三套联合硫磺回收装置的硫磺回收率得到了有效提高,对类似装置的稳定长期运行具有一定的参考意义。